Case Study – Contamination detection in food processing
What we delivered
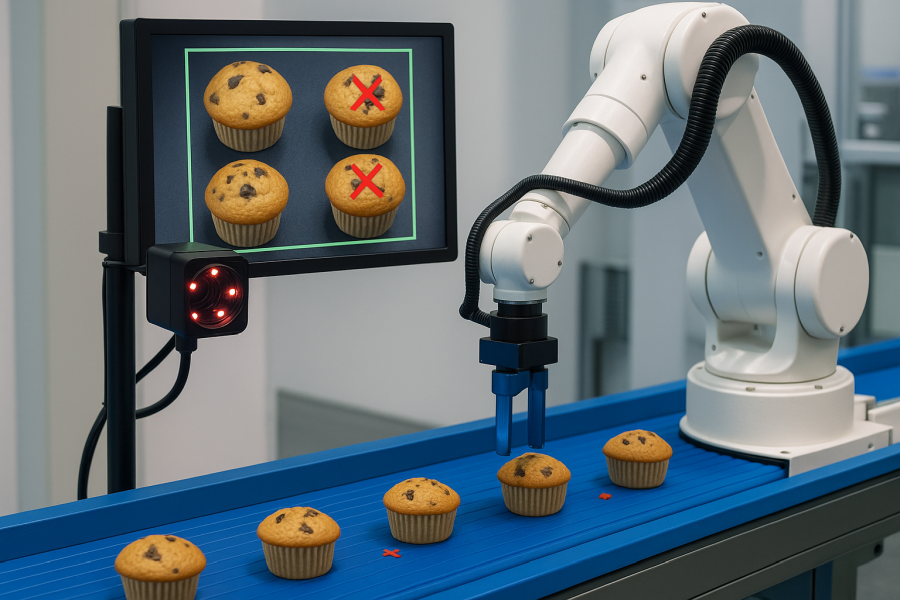
A smart robotic system integrated with advanced vision sensor for detecting and precisely removing a wide variety of contaminants, including glass, in a processing line. The system can detect contaminant of size range of 3-50mm with 98% accuracy.
Outcomes
Improved food safety assurance while minimising valuable product wastage during the removal process.